江苏华达网带有限公司是生产各种金属网带、不锈钢输送网带的厂家。我司具有设计制造能力,能满足不同行业的需求;拥有先进的自动化设备,原材料均购自日本、美国及国内知名钢厂。公司通过ISO9001管理体系认证,各系列产品畅销国内外市场,赢得了广大用户的赞誉和信赖。在国内外拥有较高的市场知名度和占有率。主要产品广泛应用于太阳能光伏,电子,粉末冶金,热处理,玻璃,化纤等行业输送设备。作为一家具备高水平的公司,我们确信可以为客户提供最优良的产品与完善的售后服务!
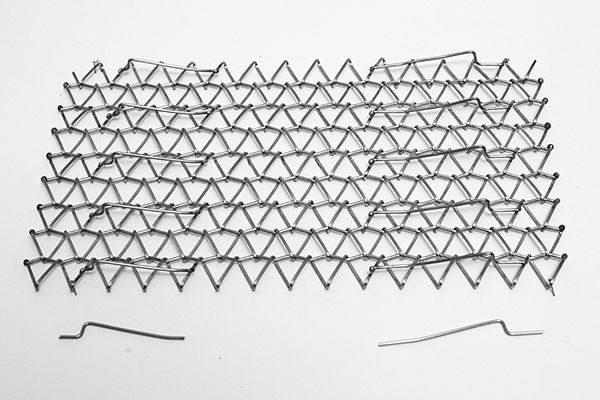
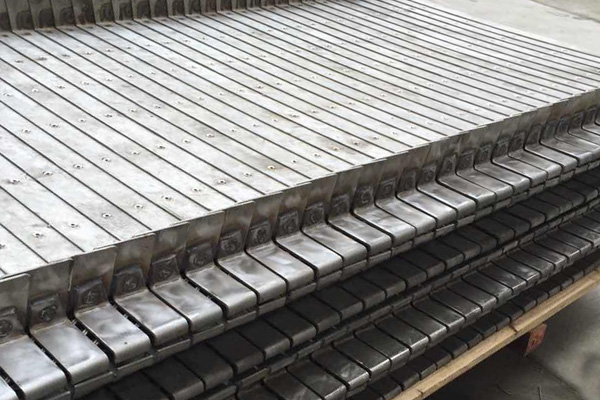
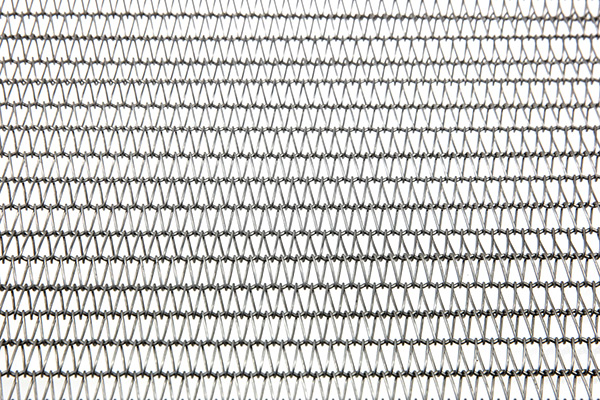
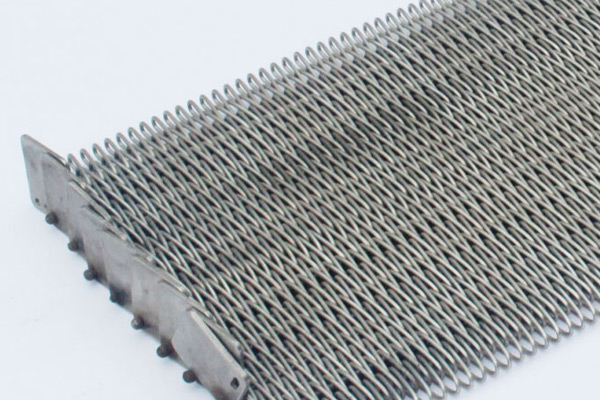
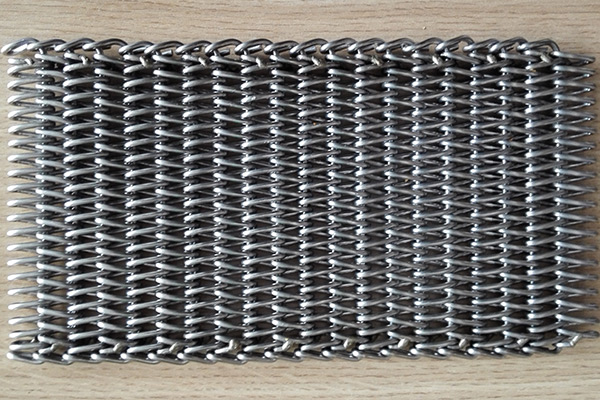
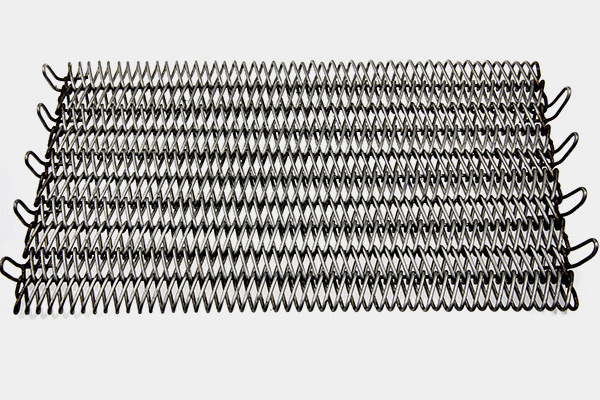
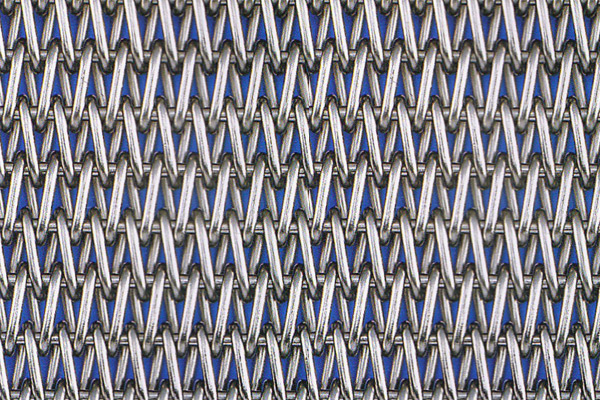
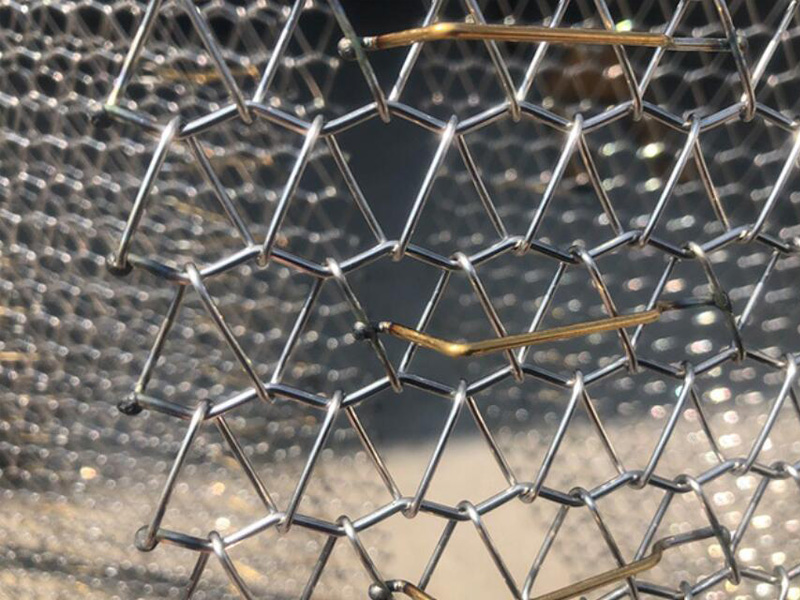
广泛应用于太阳能光伏、电子、粉末冶金、热处理、玻璃、化纤等行业输送设备。
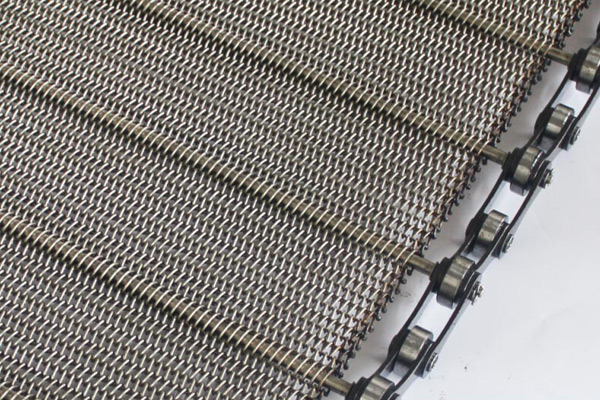
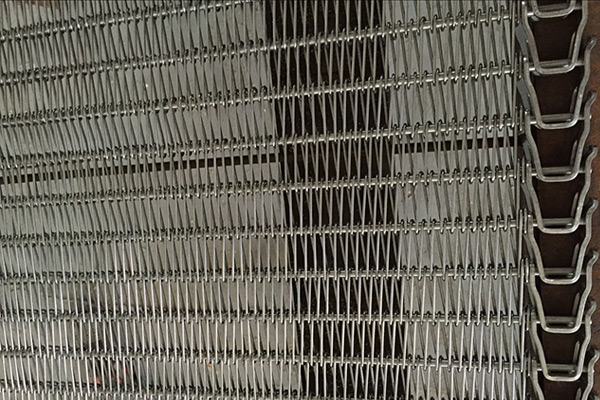
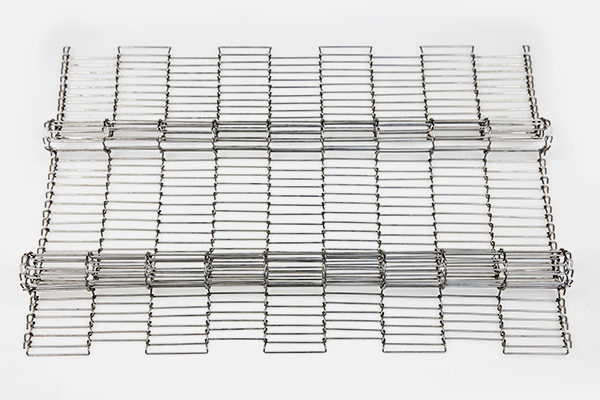
广泛应用于冶金、工业、农业、食品、太阳能、物流等行业!
了解最新公司动态及行业资讯
在运用任何产品的时分都会遭到一些环境的影...
抛丸机不锈钢网带适合中小型工件的表面清理...
金属防腐蚀的办法很多,主要有改善金属的实...
服务创造价值、存在造就未来
专业人员现场指导操作使用过程中遇到的任何技术问题
秉承以人为本、人尽其才、承诺共赢的人才理念